B21, China Town Mall, Midrand






Commercial UHT milk production line equipment

- Section : Machinery
- Category : Other Food Processing Machinery
- SKU : 60803932692

Product Description
With a product that can be stored for long periods without spoiling and with no need for refrigeration, there are many advantages for both the producer, the retailer and the consumer. This includes expensive products such as cream, desserts and sauces.
In a modern UHT plant (Ultra High Temperature) the milk is pumped through a closed system. On the way it is preheated, highly heat treated, homogenized, ultra highly heat treated, cooled and packed aseptically. Low acid (pH above 4.5 - for milk more than pH 6.5) liquid products are usually treated at 135 - 150C for a few seconds holding, by either indirect heating or direct steam injection or infusion. High acid (pH below 4.5) products such as juice are normally heated at 90 - 95C for 15 - 30 seconds holding. All parts of the system downstream of the actual highly heating section are of aseptic design to eliminate the risk of reinfection, include aseptic packaging in packages protecting the product against light and atmospheric oxygen. Ambient storage is normal.
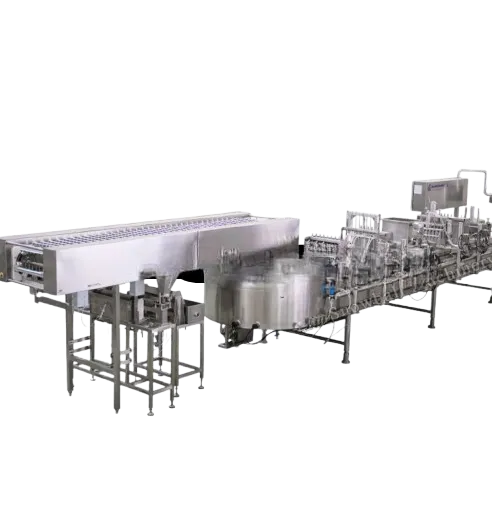
The Whole line including:
1.Water Treatment section
2.Milk Receiving or powder dissolving Section
3.Preparation Section
4.UHT Sterilization Section
5.Filling & Packaging Section
6.CIP Cleaning Section
7.Chiller
8.Compressor
9. Steam Boiler
10. Installation Material
Technical parameter
Raw material:Fresh milk , powder milk
production: UHT whole milk UHT skimmed milk UHT flavor milk
Capacity:2T/D-500T/D
End product package:Brick shape aseptic carton, (like Tetrapack) ,Pillow shape aseptic pouch, plastic bottle, etc





Products Details
| Material | SUS304/SUS316L |
| Capacity | 1000L/H~20T/H |
| Voltage | Customzied |
| Application | Juice, Milk, Jam |
| Power | 2.95kw~15kw |
| Max Sterilizing Temperature | 65℃~145℃ |
Steam Control system
Steam Control System is an inportant part of Pasterurizer, It contains steam rate adjustable valve, plunger valve, steam pressure reducing valve, steam trap and steam filter. A good steam control system can guarantee the machine working stable. All of the steam valves are come from Spirax Sarco (England).
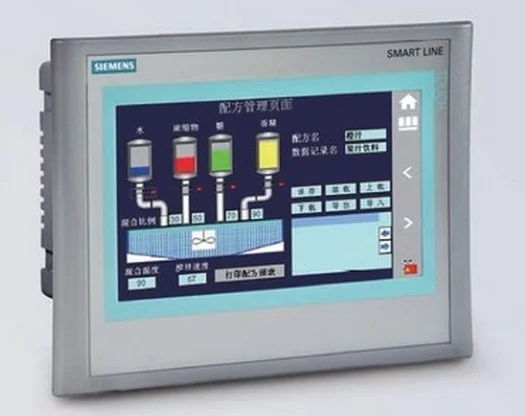
Control Panel
Created for operators of every experience level, our integrated automation software is connected to a 10.1" touch screen interface, which gives operators an overview of the pasteurizer, including temperatures, pressures etc. Its performance is displayed in real time and, if there is a fault, the operator receives an immediate alert. If the automation solution is integrated in the line, the whole line can be viewed from one interface.
Divert System
The temperature of the product is verified both before and after the holding cell. Product can only continue out of the pasteurizer if it has been heated to the right temperature and held for the right length of time in the holding cell. If this is not the case, a signal is automatically sent to the divert valve, and the product is diverted back to the balance tank for recirculation.
Smart Balance Tank
A smart balance tank equipped with CIP washing ball, high level/low level transmitter. When the product at high level in the balance tank, the feeding pump will automaticlly stop. When the product at low level in the balance tank, the product pump will automaticlly stop.
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 19 Jun, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is UHT milk and how is it produced?
UHT stands for Ultra High Temperature. UHT milk is produced by heating milk to 135-150°C for a few seconds, which kills harmful bacteria and extends shelf life without refrigeration.
2. What are the key components of a UHT milk production line?
The key components include a water treatment section, milk receiving or powder dissolving section, preparation section, UHT sterilization section, filling and packaging section, CIP cleaning section, chiller, compressor, and steam boiler.
3. What types of products can be produced using this equipment?
This equipment can produce UHT whole milk, UHT skimmed milk, UHT flavored milk, as well as other products like juices and sauces.
4. What is the capacity range of the UHT milk production line?
The capacity of the UHT milk production line ranges from 2 tons per day (T/D) to 500 tons per day (T/D).
5. What materials are used in the construction of the equipment?
The equipment is made from high-quality stainless steel materials, specifically SUS304 and SUS316L, which are resistant to corrosion and ensure hygiene.
6. How does the steam control system work?
The steam control system includes adjustable valves, pressure reducing valves, and filters that ensure stable operation of the pasteurizer by managing steam pressure and flow.
7. Is the control panel user-friendly?
Yes, the control panel features a 10.1" touch screen interface designed for operators of all experience levels, providing real-time monitoring of temperatures and pressures.
8. What happens if the product does not reach the required temperature?
If the product does not reach the required temperature and holding time, a signal is sent to the divert valve, redirecting the product back to the balance tank for recirculation.
9. What packaging options are available for the final product?
The final product can be packaged in various forms such as brick-shaped aseptic cartons, pillow-shaped aseptic pouches, or plastic bottles.
10. What is the role of the CIP cleaning section?
The CIP (Clean-In-Place) cleaning section allows for the automated cleaning of the equipment without disassembly, ensuring hygiene and reducing downtime.
11. How can I customize the equipment for my needs?
The equipment can be customized based on your production capacity and specific requirements, such as voltage and the types of products you wish to produce.
12. What is the maximum sterilizing temperature achieved?
The maximum sterilizing temperature can reach up to 145°C, ensuring effective sterilization of the milk.
13. Can this equipment handle different types of milk?
Yes, the equipment is versatile and can handle fresh milk, powdered milk, and produce various types of UHT milk products.
14. Is ambient storage possible for the finished products?
Yes, the UHT process allows for ambient storage of the finished products, eliminating the need for refrigeration.
15. What safety features are included in the equipment?
Safety features include temperature verification systems, automatic divert systems, and a smart balance tank to prevent overflows and ensure safe operation.
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals

Latest Arrivals

26 January 2026

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading