B21, China Town Mall, Midrand






Horizontal Dry Land Gold Washing Crushing and Mining Centrifugal Concentrator Equipment for Lab
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation
- Section : Machinery
- Category : Mining Machinery
- SKU : 1600739931152

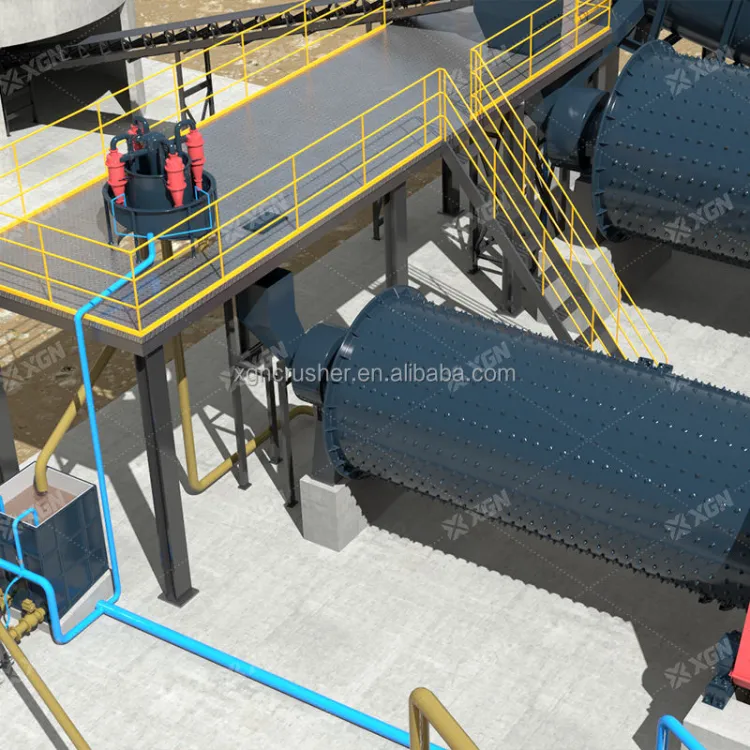
Centrifugal Gold Concentrator
The Centrifugal Gold Concentrator is an advanced piece of equipment designed for high-efficiency heavy separation. It utilizes centrifugal force to separate heavy particles from light particles, making it ideal for separating fine gold particles from ore. The machine achieves this separation by rapidly rotating the feed particles, using transverse water jets to flush out the light particles while the heavy particles stay within the concentration cone. With its high centrifugal force (up to 60 times the force of gravity), this concentrator ensures effective separation, even for fine particles that are difficult to process with other heavy separation methods.
Key Features:
High Efficiency Separation:
The centrifugal force is increased up to 60 times, making it highly effective in separating light and heavy particles.
Durability and Anti-Corrosion:
Features a 304 stainless steel water jacket liner, which offers superior anti-corrosion and wear resistance, increasing its lifespan by 8-10 times.
Efficient Backwash Water System:
The pure copper rotary joint is highly wear-resistant and reduces backwash water failure by more than 80%, ensuring smooth operation.
Long-Lasting Motor:
The motor uses 99% high-purity purple copper, capable of working continuously for over 60,000 hours (8 years of use without worry).
Specifications:
| Equipment Model | STL19 | STL30 | STL60 | STL80 | STL100 | STL120 |
|---|---|---|---|---|---|---|
| Handling Capacity (T/H) | 0.25-0.30 | 2-8 | 15-20 | 30-40 | 40-60 | 60-90 |
| Feed Size (mm) | 0-3 | 0-4 | 0-6 | 0-6 | 0-6 | 0-6 |
| Concentration of Feed Ore (%) | 0-50% | 0-50% | 0-50% | 0-50% | 0-50% | 0-50% |
| Backflush Volume (T/H) | 1.5-2 | 4-6 | 10-15 | 17-25 | 40-60 | 70-80 |
| Concentrate Yield (kg/time, 1-3h) | 2-3 | 10-20 | 30-40 | 60-70 | 70-80 | 110-120 |
| Motor (kw-grade) | 1.5-6 | 2.2-6 | 5.5-6 | 11-6 | 18.5-6 | 22-6 |
| Cone Speed | 400 | 400 | 490 | 420 | 420 | 360 |
| Pressure Water (M Pa) | 0.04-0.1 | 0.12 | 0.25 | 0.35 | 0.4 | 0.5 |
| Dimensions (m) | 1.1/1.1/1.1 | 1.2/1.2/1.3 | 1.5/1.7/1.7 | 1.8/1.8/2.1 | 2.5/2.0/2.4 | 2.7/2.2/2.6 |
| Equipped with Water Pump (Sump Pump) | Q: 4-5m³/h, H: 40-50m | Q: 4-5m³/h, H: 40-50m | Q: 50m³/h, H: 40-50m | Q: 50m³/h, H: 40-50m | Q: 80-90m³/h, H: 40-50m | Q: 80-90m³/h, H: 40-50m |
| Equipment Quality (T) | 0.145 | 0.4 | 1.1-1.4 | 2.6 | 2.8-3.2 | 3 |
Product Details:
Folding Technology and Suspended Shock Absorber:
Unique design for better performance and extended lifespan.
Stainless Steel Water Jacket Liner:
304 stainless steel, resistant to corrosion, wear, and blockage.
High-Quality Motor Components:
Uses pure copper for enhanced performance and long-lasting durability.
This centrifugal gold concentrator provides efficient separation, reduces operational costs, and increases processing capacity, making it an excellent choice for mining and mineral processing.






1.Folding Technology, Suspended Shockabsorber, Originality, Endless Innovation
2. Water Jacket Liner, 304 Stainless Steel Material is More Anti-corrosion, Wear-resistant, Anti-blocking, Extraordinary Quality, Life Increased 8-10 Times


3. Pure Copper Rotary Joint, High Amount of Brass is More Wear-resistant and Anti-corrosion, Backwash Water Failure is Reduced by More Than 80%, Increase the Grease Tube Filling Port, Maintenance is More Simple.
4. The Whole Factory Motor Uses 99% High Purity Purple Copper, Density is 8.969/cm3, Melting Point is 1083 Degrees, Continuous Work Up to More Than 60,000 Hours, Can Be Used for 8 Years Without Worry.


- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 06 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the primary function of the Horizontal Dry Land Gold Washing Crushing and Mining Centrifugal Concentrator?
The primary function of this equipment is to separate fine gold particles from ore using centrifugal force, making it highly effective for heavy separation.
2. What materials are used in the construction of the concentrator?
The concentrator features a 304 stainless steel water jacket liner for durability and corrosion resistance, along with high-purity purple copper components in the motor.
3. How efficient is the separation process?
The concentrator achieves high efficiency by increasing centrifugal force up to 60 times, effectively separating light and heavy particles.
4. What is the maximum handling capacity of the equipment?
The handling capacity varies by model, ranging from 0.25-0.3 T/H for STL19 to 60-90 T/H for STL120.
5. What is the expected lifespan of the motor?
The motor is designed for long-lasting performance, capable of operating continuously for over 60,000 hours, which translates to approximately 8 years of use.
6. How does the backwash water system work?
The efficient backwash water system uses a pure copper rotary joint that reduces backwash water failure by more than 80%, ensuring smooth operation.
7. Can the concentrator process different feed sizes?
Yes, the concentrator can process feed sizes ranging from 0 to 60 mm, depending on the model.
8. What is the concentrate yield after processing?
The concentrate yield varies by model, with yields ranging from 2-3 kg/time for STL19 to 110-120 kg/time for STL120.
9. Is the equipment suitable for laboratory use?
Yes, this centrifugal concentrator is designed for both lab and field use, making it ideal for small-scale mining and mineral processing.
10. What are the dimensions of the concentrator?
Dimensions vary by model; for example, STL19 measures 1.1m x 1.1m x 1.1m, while STL120 measures 2.7m x 2.2m x 2.6m.
11. What is the pressure water requirement for the concentrator?
The pressure water requirement ranges from 0.04 to 0.5 M Pa, depending on the model.
12. Does the concentrator come equipped with a water pump?
Yes, each model is equipped with a sump pump that meets specific flow and height requirements for optimal operation.
13. What technology is used to enhance the performance of the concentrator?
The concentrator utilizes folding technology and a suspended shock absorber for better performance and extended lifespan.
14. How does the concentrator reduce operational costs?
By providing efficient separation and increasing processing capacity, the concentrator helps reduce the overall operational costs associated with gold mining.
15. What maintenance is required for the centrifugal concentrator?
Maintenance is simplified due to the design features, including an easy access grease tube filling port and wear-resistant components that require minimal upkeep.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading