B21, China Town Mall, Midrand



Product Description
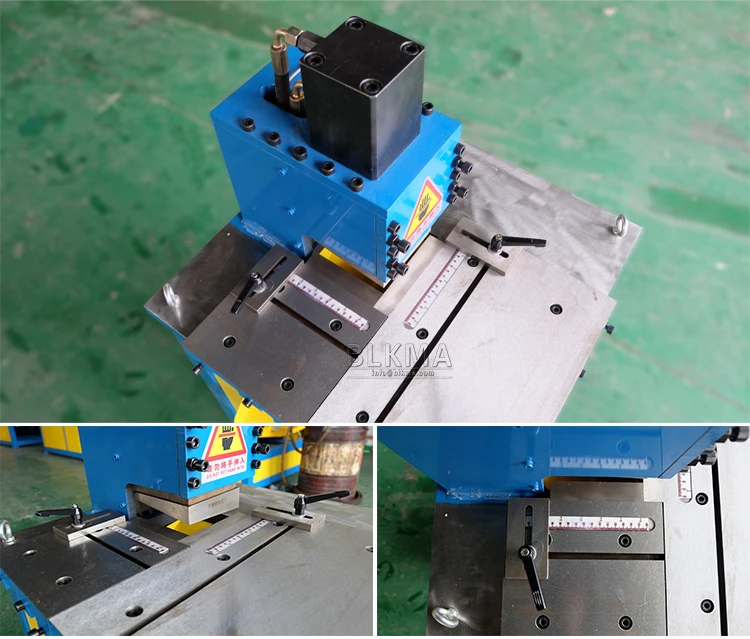
There are two types: hydraaulic type and pneumatic type and its used for notching and cutting right angle on sheet metal .
Main technical parameters:
| Model | Sheet thickness(mm) | Angle Size(mm) | Weight(kg) | Dimension(mm)
K*W*H |
| YJ-3*120 | 3 | 120*120 | 200 | 540*540*1180 |
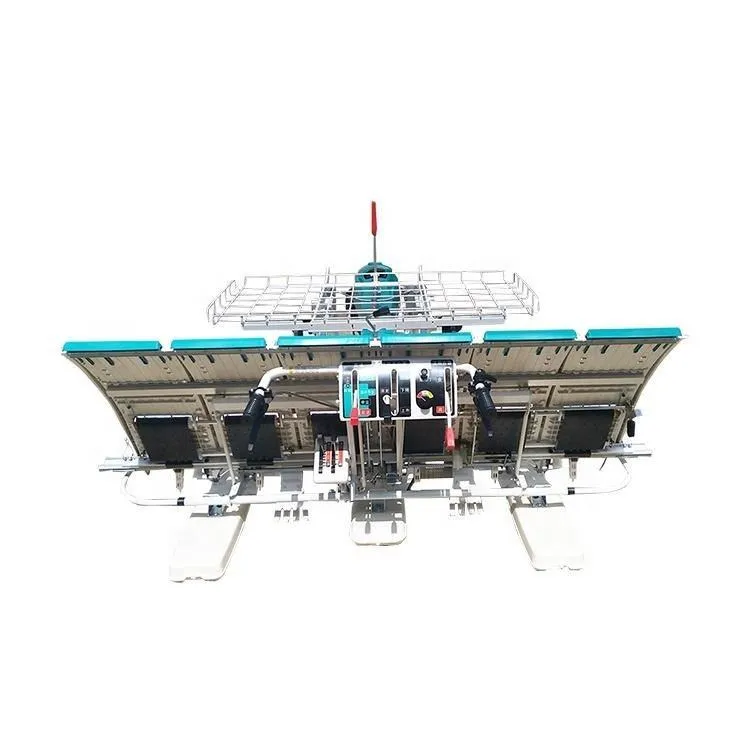
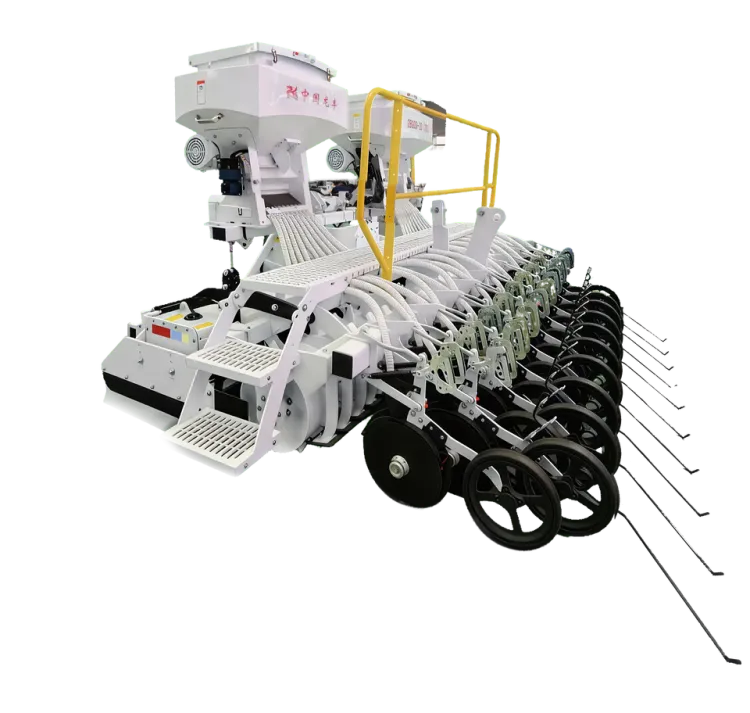
Detailed images:





- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is a pneumatic notching machine?
A pneumatic notching machine uses compressed air to drive a punch and die set to notch and cut right-angle corners in sheet metal. It is used to create precise corner cutouts and tabs for fabricating frames, ducts, cabinets and other sheet-metal assemblies.
2. What types of notching machines are available?
There are two main types: pneumatic and hydraulic. Pneumatic machines use compressed air for faster cycles and simpler maintenance, while hydraulic machines deliver higher force for heavier, thicker materials and offer smoother, adjustable stroke control.
3. What are the main specifications for model YJ-3*120?
For the YJ-3*120 model the listed specifications are: sheet thickness 3 mm, angle size 120 × 120 mm, approximate weight 200 kg, and overall dimensions 540 × 540 × 1180 mm. Verify final specs with the supplier before ordering.
4. What materials and thicknesses can this machine process?
It is suitable for common sheet metals such as mild steel, stainless steel and aluminum. The YJ-3*120 is specified for up to about 3 mm sheet thickness; thicker materials typically require a hydraulic unit or a heavier-duty pneumatic model.
5. What compressed air supply is required?
Typical pneumatic notchers require a stable working pressure around 0.6–0.8 MPa (6–8 bar). Actual air consumption depends on cycle rate and tooling; many installations need a compressor capable of delivering in the order of a few hundred liters per minute. Confirm exact requirements with the manufacturer.
6. What electrical power does the machine need?
Pneumatic machines generally need only a small electrical supply for controls, solenoid valves and safety circuits (commonly 220–240 V single-phase or 110 V depending on region). Check the machine nameplate or supplier documentation for the exact electrical specification.
7. What tooling/dies does the machine use and can they be changed?
The machine uses punch-and-die notching tooling sized to the specified angle and thickness. Tooling is typically replaceable and can be ordered in different sizes or custom shapes to meet special notching needs.
8. How do I operate the pneumatic notching machine?
Basic operation: set workpiece location and angle, clamp the sheet, select the correct die, start the machine or foot pedal to perform the notch, then release and remove the part. Always follow the supplier's operating manual and safety procedures.
9. What safety features and precautions should I follow?
Use guarding and interlocks where provided, keep hands away from the punch area, use the supplied emergency-stop, follow lockout/tagout procedures for maintenance, and wear appropriate PPE (gloves, eye protection). Ensure operators are trained before use.
10. What routine maintenance is required?
Daily checks of air lines, lubrication points and fasteners; keep the air supply dry and use in-line filters and lubricators; inspect seals, dies and punches for wear; periodically check alignment and replace worn tooling. Follow the manufacturer’s maintenance schedule.
11. Can the machine be customized for different notch sizes or higher capacity?
Yes. Manufacturers can typically supply different stroke lengths, throat depths, custom tooling, or upgrade to a hydraulic version for higher capacity. Discuss your part geometry and production volume with the supplier for best configuration.
12. Is installation and operator training provided?
Many suppliers offer installation, commissioning and operator training either included or as an optional service. Confirm availability, costs and scope of training when purchasing.
13. What is the expected noise level during operation?
Pneumatic notching machines produce moderate mechanical and air-valve noise during operation. Noise level varies by model and tooling; if noise is a concern, discuss options for noise-reducing enclosures or choose a hydraulic unit which can be quieter in some cases.
14. How do I choose between a pneumatic and a hydraulic notching machine?
Choose pneumatic for lighter-duty work, faster cycle times, simpler maintenance and where compressed air is readily available. Choose hydraulic for heavier gauge materials, higher force requirements and smoother, adjustable stroke control. Base the choice on material thickness, production rate and required notch size.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading