B21, China Town Mall, Midrand

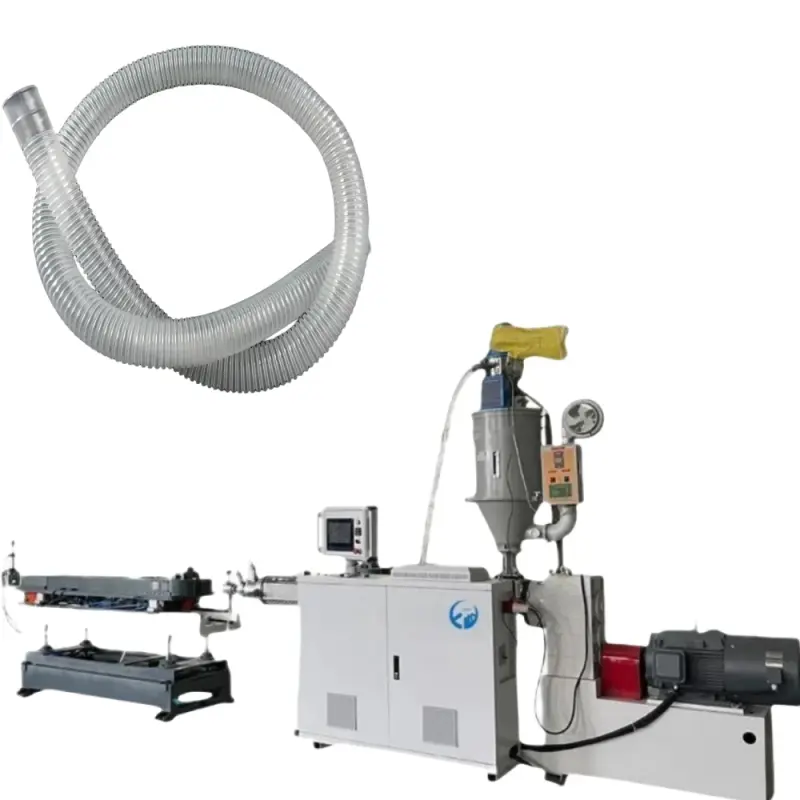
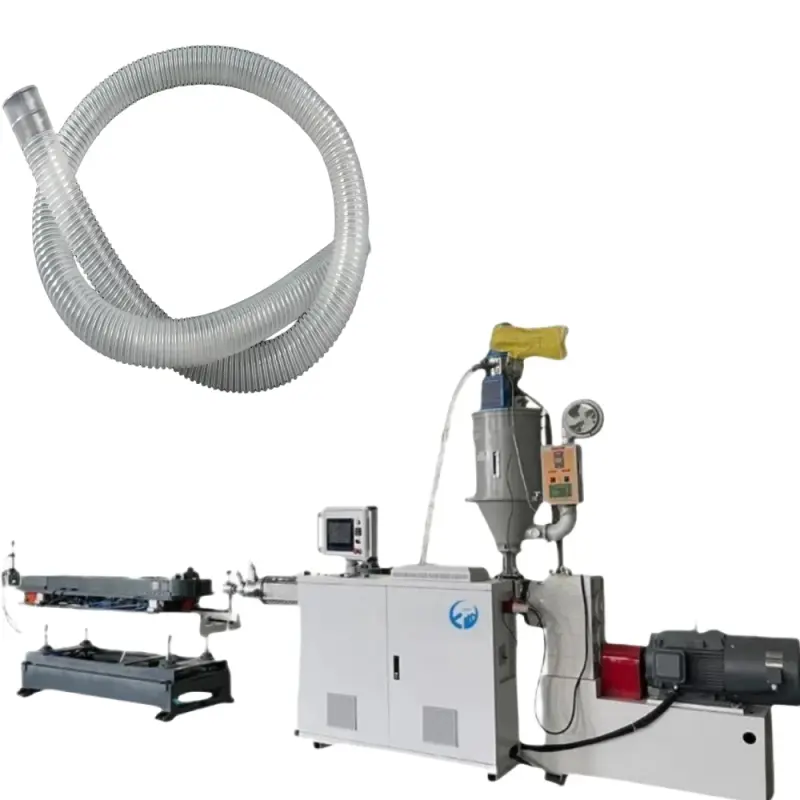
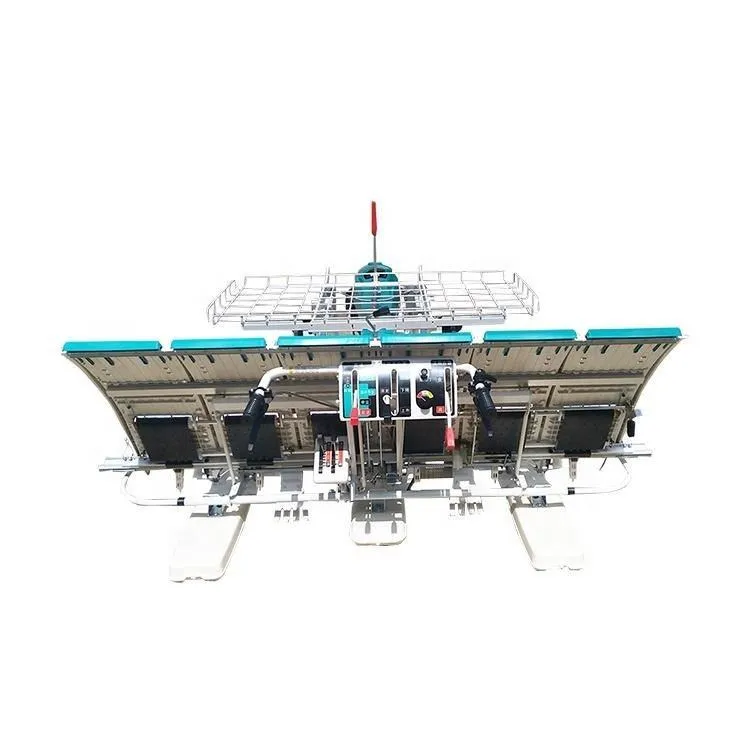
Flexible and collapsible plastic corrugated tubing machine used for medical equipment
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Plastic & Rubber Processing Machinery
- SKU : 1600990591761

- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What types of corrugated tubing can this machine produce?
This production line makes single-wall flexible and collapsible corrugated tubing for multiple applications: medical breathing tubes (EVA), air-conditioning drain and extension pipes, washing machine and sink drain hoses, electrical wire conduit and automotive wire harness protection sleeves, shisha/hookah hoses, and novelty telescopic pop tubes.
2. Which raw materials are compatible with the machine?
The SJ65/30 single-screw extruder and die head run PVC (powder or granule), PP, PE and EVA granules. The single-screw barrel is designed to handle both powder and pellet forms without swapping extruders.
3. What is the production speed and typical output?
Typical forming speed is 20–30 m/min, equivalent to about 1,200–1,800 m/hr. Actual throughput depends on pipe diameter, wall thickness and material grade.
4. What components and accessories are included in the standard line?
Standard scope includes vacuum feeder and hopper dryer, SJ65/30 single-screw extruder, die head, mouth mold/core bar/gas nose/pull rod, corrugated forming mould, high-speed forming machine, and a double-station winding machine. Optional PLC or manual control panels are available.
5. How long does it take to change pipe diameter or tooling?
The new mouth-mould/core-bar design fits together so size changes are much faster than older separate-core designs. Changeovers are streamlined and typically save more than one hour compared with older designs; exact time depends on operator skill and size range.
6. How does the cooling and forming system work?
The line uses water-circulating cooling plus controlled air to solidify and stabilize the extrudate during high-speed molding. Gears drive moulds and templates to ensure even corrugation and smooth inner and outer walls.
7. What control options are available?
Customers can choose a PLC-based automatic control system or a manual control panel according to their preference and budget. The control system manages extrusion temperatures, puller speed and winding coordination.
8. What energy-saving features does the machine have?
The die-head heating ring contains rock wool insulation to retain heat and reduce energy loss. This design typically reduces electrical heating consumption by about 30% compared with uninsulated heads.
9. How does the winding and take-up system prevent pipe damage?
The double-station winding machine has automatic speed-balancing to match rewinding speed with production. When production slows below a set threshold, the rewinder will stop to prevent over-tight winding, tensioning or pipe breakage.
10. Can the machine produce multi-cavity pipes or multiple sizes from one mould set?
Yes. Forming moulds can be supplied in double-cavity or triple-cavity configurations in one set. The forming machine supports quick up/down changes for cavity selection without removing the entire mould set.
11. What maintenance is required and how often?
Regular maintenance includes cleaning the die head and moulds after production runs, checking and lubricating the gearbox and bearings, inspecting forming mould surfaces for wear, and verifying heating and cooling circuits. Daily visual checks and scheduled monthly/quarterly inspections are recommended; service intervals depend on usage hours and material abrasiveness.
12. How do I ensure medical-grade tubing quality and regulatory compliance?
The line can produce medical-grade EVA corrugated tubes, but final compliance (biocompatibility, ISO, FDA, CE, etc.) depends on the chosen polymer, additives and downstream cleaning/sterilization processes. Specify regulatory requirements at inquiry so materials, hygiene measures and documentation can be matched to the needed standard.
13. What common production problems should I watch for and how do I troubleshoot them?
Common issues: uneven corrugation or diameter (check mould alignment, forming speed and puller synchronization), rough inner wall (check melt temperature, die condition and moisture in raw material), poor dimensional accuracy (inspect mould wear and extrusion pressure), and excessive vibration or noise (check gearbox, motor mounts and coupling). Adjust temperatures, verify cooling flow, and examine tooling wear as first steps.
14. Do you provide installation, commissioning and operator training?
Most suppliers offer optional installation, commissioning and on-site operator training packages. Remote support and video guidance may also be available. Confirm services and costs with the vendor prior to order.
15. Are spare parts and warranty available?
Spare parts packages and warranty terms vary by supplier. Common offerings include stocked wear parts (moulds, core bars, heating elements) and a warranty period with paid extended service options. Ask the manufacturer for a detailed spare-parts list and warranty statement relevant to your purchase.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

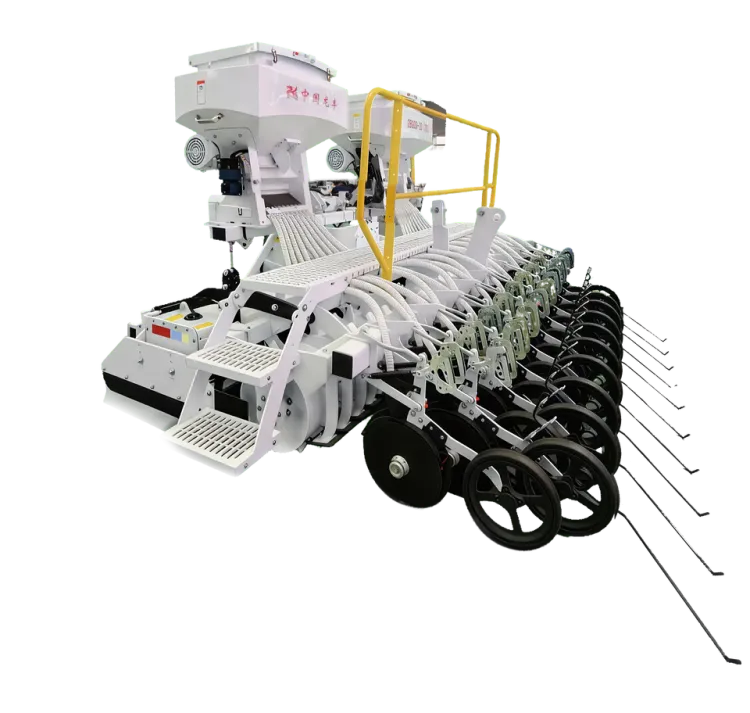
Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading