B21, China Town Mall, Midrand


Bucket conveyor Elevator 304 Stainless Steel Small Single Bucket Elevator
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Industrial Machinery
- SKU : 62209082902

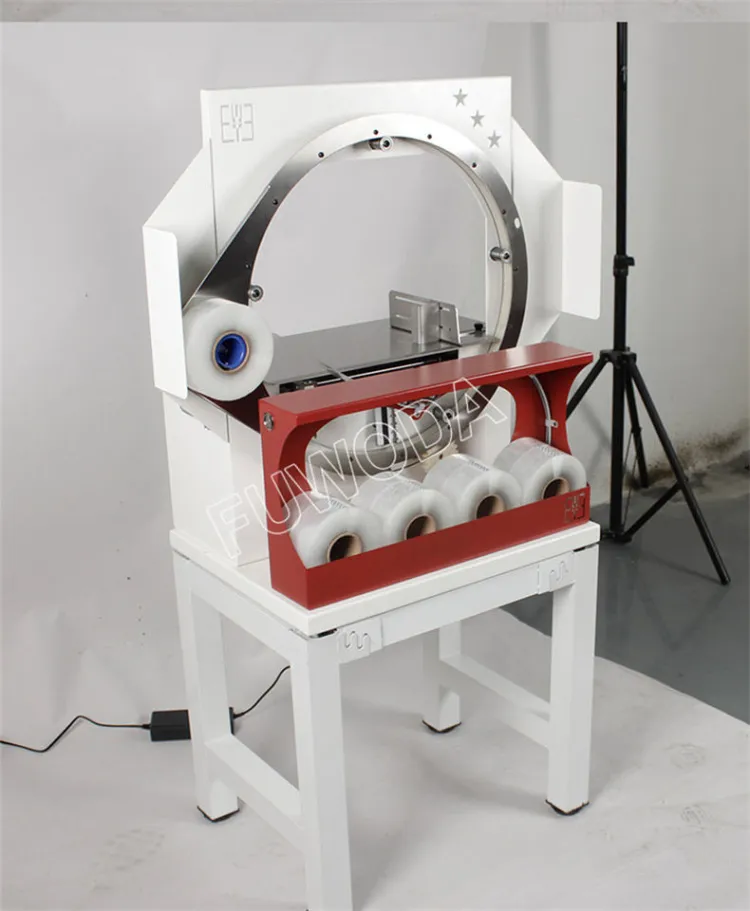
Z-type conveyor
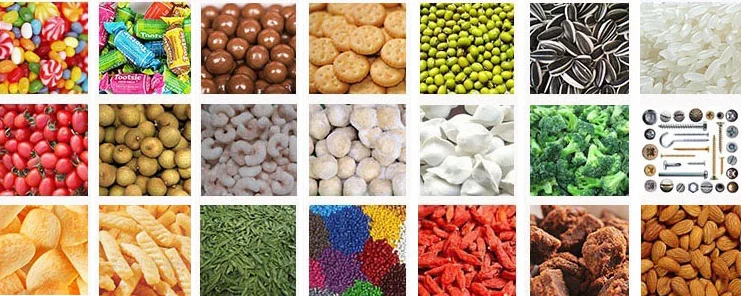
Application:
The Z-type conveyor is designed for vertical lifting of granular materials such as corn, sugar, salt, as well as food, forage, plastic, and materials used in the chemical industry. The conveyor system uses chains to drive the buckets, lifting materials efficiently.
Technical Features:
Simple Structure: Easy to install and maintain, ensuring minimal downtime.
Single Hopper: Features a single hopper design for lifting, which is easy to clean and maintain.
Speed Control: Frequency converter control allows for precise speed adjustments, optimizing material handling.
Compact Design: The system has a compact structure, requiring minimal space for operation, making it ideal for tight spaces.
Frame Material Options: The frame is available in mild steel with powder coating or 304SS, offering flexibility based on your durability and corrosion resistance needs.
Detailed Images:
Hopper: The hopper has a 45L capacity, with customization options available to meet specific requirements.
Control Box: The system is equipped with an intuitive control box for easy operation.
This conveyor is a versatile and efficient solution for vertical material handling in various industries, offering flexibility, ease of maintenance, and high performance.




- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 30 Jun, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What materials can the Bucket Conveyor Elevator handle?
The Bucket Conveyor Elevator is designed to handle granular materials such as corn, sugar, salt, as well as food, forage, plastic, and materials used in the chemical industry.
2. What is the capacity of the hopper?
The hopper has a capacity of 45 liters, and customization options are available to meet specific requirements.
3. What type of control does the conveyor system use?
The conveyor system uses a frequency converter control, allowing for precise speed adjustments to optimize material handling.
4. Is the Bucket Conveyor Elevator easy to install?
Yes, the conveyor features a simple structure that makes it easy to install and maintain, ensuring minimal downtime.
5. What are the frame material options available for this conveyor?
The frame is available in mild steel with powder coating or 304 stainless steel, allowing for flexibility based on your durability and corrosion resistance needs.
6. Is the system compact enough for tight spaces?
Yes, the Bucket Conveyor Elevator has a compact design, requiring minimal space for operation, making it ideal for tight spaces.
7. How do I operate the Bucket Conveyor Elevator?
The system is equipped with an intuitive control box that makes operation straightforward and user-friendly.
8. Can this conveyor be used in food processing applications?
Yes, the Bucket Conveyor Elevator is suitable for food processing applications, as it is designed to handle food-grade materials safely.
9. What is the maintenance like for this conveyor system?
The conveyor system is designed for easy maintenance, with a simple structure that minimizes the need for frequent repairs and upkeep.
10. What is the power source for the conveyor system?
The Bucket Conveyor Elevator typically operates on standard electrical power, but specific requirements can vary based on the model.
11. Is customization available for the Bucket Conveyor Elevator?
Yes, customization options are available, including hopper size and frame material, to meet specific operational needs.
12. What is the maximum lifting height of the conveyor?
The maximum lifting height can vary based on the specific model and configuration chosen. Please consult the product specifications for details.
13. How does the conveyor ensure efficient material lifting?
The conveyor uses chains to drive the buckets, which efficiently lifts materials vertically with minimal material loss.
14. What industries can benefit from using this conveyor?
This conveyor is versatile and can be used in various industries, including food processing, agriculture, chemical manufacturing, and plastic production.
15. What safety features are included with the Bucket Conveyor Elevator?
The conveyor includes safety features in the design, such as protective covers and emergency stop buttons, to ensure safe operation.
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals

Latest Arrivals

26 January 2026

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading