B21, China Town Mall, Midrand






Small RO Water Treatment Equipment Groundwater Well Water RO Purification System
- Section : Machinery
- SKU : 1601118240238

Small RO Water Treatment Equipment Groundwater Well Water RO Purification System
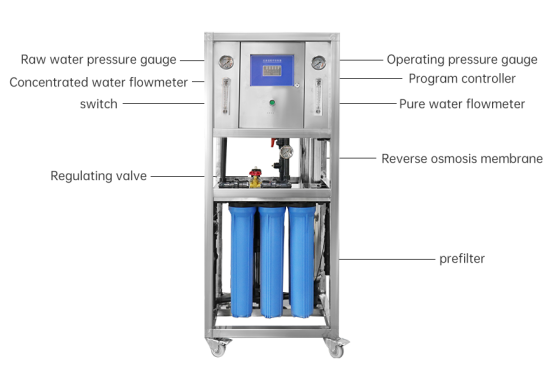
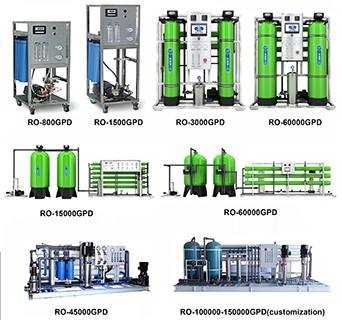
The Small RO Water Treatment Equipment Groundwater Well Water RO Purification System is designed to provide clean and safe water for various applications. This system uses advanced reverse osmosis technology to purify groundwater and well water, making it suitable for many industries. With a high output of 250 liters per hour, it ensures that you have a steady supply of purified water.
Specifications
| Attribute | Details |
|---|---|
| Product Name | Industrial RO Machine |
| Water Output | 250 LPH |
| Power | 220 V |
| Weight | 100 kg |
| Warranty | 1 Year |
| Function | Water Purification |
| Certification | NSF, CE |
| Core Components | Pressure Vessel, Pump |
Key Features
- High water output of 250 liters per hour.
- Uses efficient reverse osmosis technology for water purification.
- Comes with a durable pressure vessel and reliable pump.
- Easy to operate and maintain.
- NSF and CE certified for safety and quality.
Applications
- Cosmetic products manufacturing.
- Food and beverage processing.
- Pharmaceutical production.
- Aquaculture and fish farming.
- Industrial water treatment.
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 09 Feb, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the water output capacity of the Small RO Water Treatment Equipment?
The system has a water output capacity of 250 liters per hour (LPH), ensuring a steady supply of purified water.
2. What type of water sources can this system purify?
This RO purification system is designed to purify groundwater and well water, making it suitable for various applications.
3. Is the Small RO Water Treatment Equipment easy to operate?
Yes, the system is designed to be easy to operate and maintain, allowing users to efficiently manage water purification.
4. What certifications does this RO purification system have?
The system is certified by NSF and CE, ensuring it meets safety and quality standards.
5. What are the main components of the Small RO Water Treatment Equipment?
The core components include a pressure vessel and a reliable pump, which are essential for the water purification process.
6. How much does the Small RO Water Treatment Equipment weigh?
The equipment weighs approximately 100 kg.
7. What power supply is required for this RO purification system?
The system operates on a power supply of 220 V.
8. What industries can benefit from using this RO purification system?
This system is suitable for various industries, including cosmetic products manufacturing, food and beverage processing, pharmaceutical production, aquaculture, and industrial water treatment.
9. What is the warranty period for the Small RO Water Treatment Equipment?
The system comes with a 1-year warranty, providing assurance for quality and reliability.
10. Can this system handle high volumes of water purification?
Yes, with a capacity of 250 liters per hour, it is capable of handling high volumes of water purification for industrial applications.
11. Is maintenance required for the Small RO Water Treatment Equipment?
Yes, regular maintenance is recommended to ensure optimal performance and longevity of the system.
12. What technology does the Small RO Water Treatment Equipment use for purification?
The system utilizes advanced reverse osmosis technology for efficient water purification.
13. Is this equipment suitable for home use?
While the system is designed primarily for industrial applications, it can be adapted for home use depending on water needs.
14. How does reverse osmosis technology work in this system?
Reverse osmosis technology works by forcing water through a semi-permeable membrane that removes impurities and contaminants, resulting in purified water.
15. What should I do if I encounter issues with the RO purification system?
If you encounter any issues, refer to the user manual for troubleshooting tips or contact customer support for assistance.
Latest Order Arrivals
Discover our latest orders
12 Heads Embroidery Machine

Dewatering Pump Machine

Order Collection

Portable Water Drilling Rig

Order Usefully Collected

Batch of Orders
Agriculture Processing Machines

Meat Grinder Machine

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine
Batch of Orders

Batch of Orders

Latest Orders Labelled
wheel alignment machines
new arrivals
Pre Orders Offloading

Latest Arrivals
Latest Arrivals