B21, China Town Mall, Midrand


SIEHE Conveyor System
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation

- Section : Machinery
- Category : Material Handling
- SKU : 1601199635087

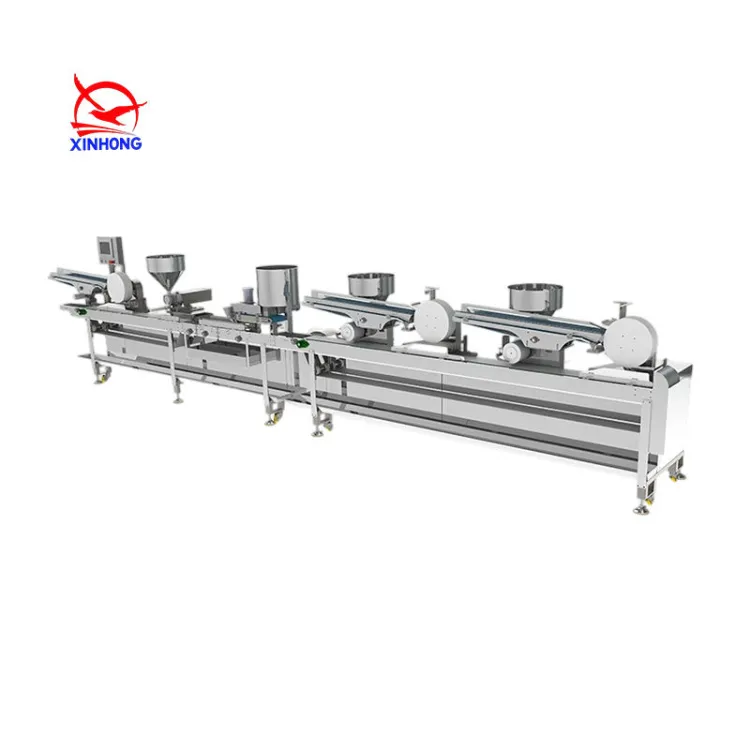
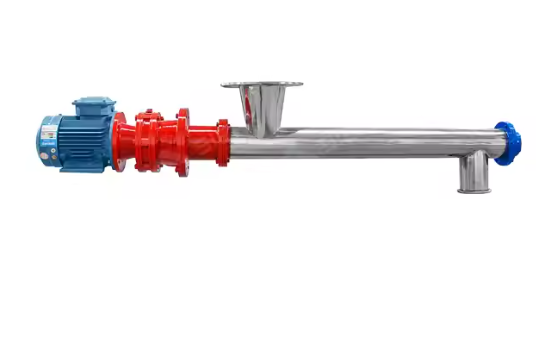
SIEHE Conveyor System
The SIEHE Conveyor System is designed for a wide range of industries, including building material shops, manufacturing plants, and food & beverage factories. With its high conveying capacity and reliable performance, this system is ideal for businesses that need efficient and smooth material transport. The SIEHE Conveyor System ensures consistent movement of goods, enhancing productivity and streamlining operations in various industrial settings.
Key Features
- High Conveying Capacity: With a conveying capacity of 100m³/h, the SIEHE Conveyor System is capable of handling large volumes of material efficiently, making it suitable for high-demand environments such as factories and production lines.
- Extended Conveying Distance: This system can transport materials over distances of up to 30 meters, providing flexibility and ease of integration into larger production processes.
- Durable Construction: Built with durability in mind, the SIEHE Conveyor System is designed to withstand the demands of heavy-duty applications. It is ideal for use in environments where reliability and longevity are crucial.
- Efficient Performance: The conveyor operates smoothly, ensuring fast and consistent material flow. This contributes to increased efficiency and productivity in the workplace, reducing delays and manual handling.
- Versatile Application: Perfect for a variety of industries, including building materials, manufacturing, and food & beverage, the SIEHE Conveyor System can be customized to suit specific needs, making it a versatile solution for material handling.
- Warranty Support: The SIEHE Conveyor System comes with a 1-year warranty, ensuring peace of mind and support for the system's core components during the first year of operation.
- Easy Integration: The conveyor system is designed for easy installation and can be integrated into existing production lines without significant disruptions. This makes it a convenient solution for businesses looking to enhance their material handling processes.
The SIEHE Conveyor System is the ideal solution for businesses in need of a reliable, efficient, and durable conveyor system. Whether you're transporting building materials, food products, or other materials, the SIEHE Conveyor ensures smooth and efficient operation to keep your business running smoothly.
Product Info Gallery




Technical Paramenter
| Model | Screw diameter (mm) | Speed (rpm) | Conveying Capacity (T/h) | Conveying Distance (m) | Installation Angle (°) | Power (KW) | Weight (Kg) |
| STLS-102 | Φ102 | 120 | 0~1 | 0.5~2 | 0~30 | 0.75~1.5 | 100~300 |
| STLS--159 | Φ159 | 120 | 3~5 | 1~8 | 0~45 | 3~5.5 | 400~800 |
| STLS--219 | Φ219 | 120 | 5~15 | 1~12 | 0~45 | 4~11 | 500~1000 |
| STLS--273 | Φ273 | 120 | 10~15 | 1~12 | 0~45 | 5.5~15 | 600~1200 |
| STLS--325 | Φ325 | 100 | 30-100 | 1~12 | 0~45 | 11~30 | 600~1800 |
| STLS-219 | U219 | 50 | 0-5 | 1~12 | 0~10 | 1.1~4 | 500~1000 |
| STLS-273 | U273 | 50 | 5~10 | 1~15 | 0~10 | 3~5.5 | 600~1500 |
| STLS-300 | U300 | 50 | 10~20 | 1~20 | 0~10 | 4~11 | 600~1500 |
| STLS-400 | U400 | 50 | 15~40 | 1~30 | 0~10 | 5.5~18.5 | 800~2000 |
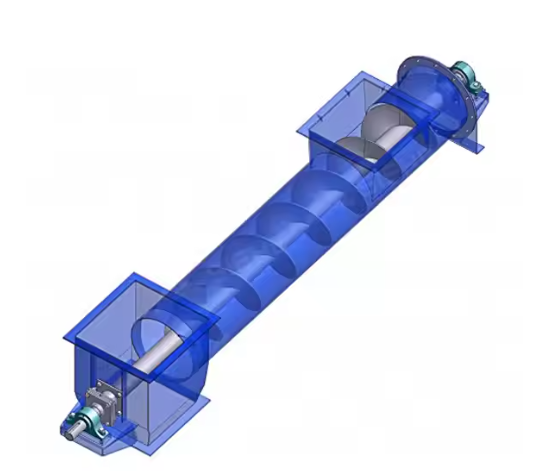
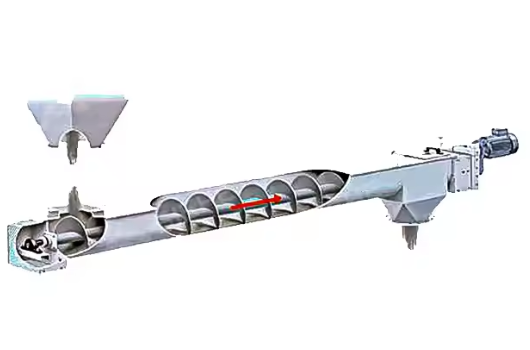
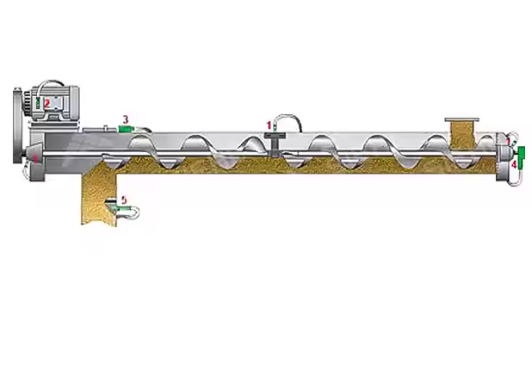
Working Principle
When the screw shaft is rotating, due to the gravity of the material and the friction between the materials and the wall, it makes the material moving forward along the conveyor bottom under the push of the blade. It looks like an un-rotatable nut does translational movement along the rotating screw. The materials movement at the mid bearing is pushed by the moving-forward materials from back. Therefore, the materials delivery inside the conveyor is like a kind of slip movement. To have the screw shaft under better pulled state, normally have the motor and discharging port at same side of the screw conveyor. And have the outlet at the other end of screw. The screw blade push the materials to realize materials-delivery. Because of the materials gravity and also the friction between the materials and shell, the materials will not rotate together with the screw. The screw blade surface type according to the to-be-conveyed materials, it can be: entity type, belt type, and leaf surface type. The screw shaft of the Screw Conveyor is with thrust bearing at the end of the materials moving direction to give the screw shaft reverse force together with the materials. When it is comparatively long, then mid hanging bearing is required.
Auxiliary Machines
Powder raw material feeding and storage machine

Small Bag Feeding station

Ton Bag Discharging and Feeding station

Small Bag Automatic Discharging station
Powder raw materials convey machines

Vacuum Feeder

Vibrating Feeder

Pneumatic Conveying System
Mixing machines available

Horizontal ribbon mixer

Horizontal plough mixer

- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 23 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What industries can the SIEHE Conveyor System be used in?
The SIEHE Conveyor System is designed for a wide range of industries, including building material shops, manufacturing plants, and food & beverage factories.
2. What is the conveying capacity of the SIEHE Conveyor System?
The SIEHE Conveyor System has a high conveying capacity of 100m³/h, making it suitable for high-demand environments.
3. What is the maximum conveying distance of the SIEHE Conveyor System?
The SIEHE Conveyor System can transport materials over distances of up to 30 meters.
4. Is the SIEHE Conveyor System durable?
Yes, the SIEHE Conveyor System is built with durability in mind, designed to withstand heavy-duty applications and demanding environments.
5. How does the SIEHE Conveyor System improve efficiency?
The conveyor operates smoothly, ensuring fast and consistent material flow, which increases efficiency and reduces delays in operations.
6. Can the SIEHE Conveyor System be customized for specific needs?
Yes, the SIEHE Conveyor System is versatile and can be customized to suit the specific material handling needs of various industries.
7. What type of warranty does the SIEHE Conveyor System come with?
The SIEHE Conveyor System comes with a 1-year warranty for its core components, providing peace of mind during the first year of operation.
8. Is the SIEHE Conveyor System easy to install?
Yes, the SIEHE Conveyor System is designed for easy installation and can be integrated into existing production lines with minimal disruption.
9. What is the working principle of the SIEHE Conveyor System?
The system uses a rotating screw shaft that pushes materials forward along the conveyor bottom due to gravity and friction, facilitating efficient material delivery.
10. What auxiliary machines can be used with the SIEHE Conveyor System?
Auxiliary machines include powder raw material feeding and storage machines, small bag feeding stations, ton bag discharging and feeding stations, and vacuum feeders.
11. What types of mixing machines are compatible with the SIEHE Conveyor System?
Compatible mixing machines include horizontal ribbon mixers and horizontal plough mixers.
12. What types of materials can be conveyed using the SIEHE Conveyor System?
The SIEHE Conveyor System can convey a variety of materials, including powders, granules, and other bulk materials.
13. What are the installation angles for the SIEHE Conveyor System?
The installation angle for the SIEHE Conveyor System varies depending on the model, generally ranging from 0° to 45°.
14. What is the weight of the SIEHE Conveyor System?
The weight of the SIEHE Conveyor System varies by model, ranging from 600 kg to 2000 kg.
15. Does the SIEHE Conveyor System require much maintenance?
The SIEHE Conveyor System is designed for durability and reliable performance, but regular maintenance checks are recommended to ensure optimal operation.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading