B21, China Town Mall, Midrand





J23-125T Mechanical Punching Machine (125T)
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation
- Section : Machinery
- Category : Machine Tool Equipment
- SKU : 60553542545

J23-125T Mechanical Punching Machine (125T)
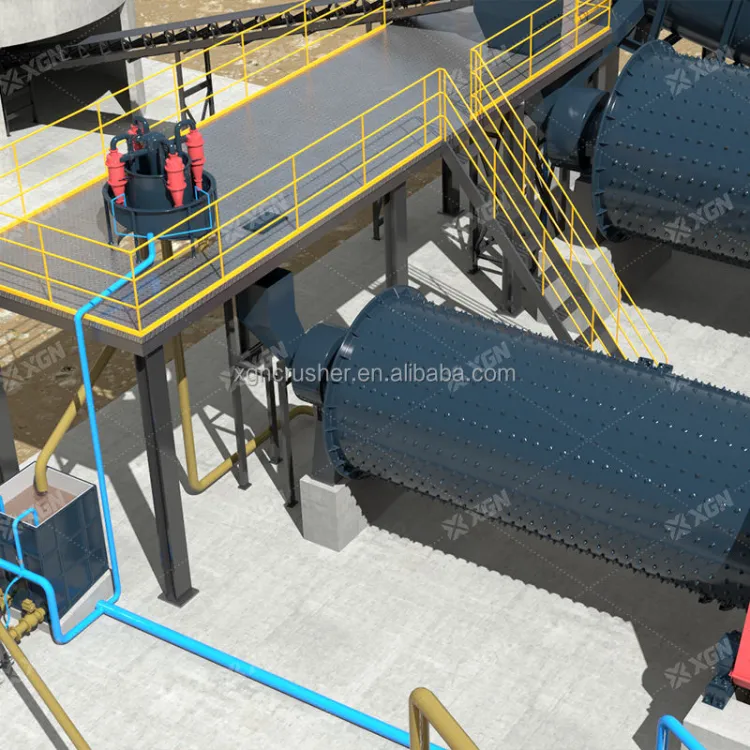
The J23-125T Mechanical Punching Machine is a heavy-duty industrial press designed for high-precision metal stamping and punching applications. Engineered for strength, stability, and efficiency, this machine delivers a powerful 1250 kN stroke force, making it ideal for various fabrication processes in the automotive, appliance, and manufacturing industries.
Key Specifications:
Model: J23-125T
Stroke Force: 1250 kN
Slider Stroke: 130 mm
Stroke Frequency: 40 times per minute
Stroke Travel (per stroke): 9 mm
Maximum Sealing Height: 410 mm
Closed Height Adjustment Range: 100 mm
Distance from Slider Center to Machine Body: 320 mm
Workbench Dimensions (Front/Back × Left/Right): 600 × 950 mm
Mold Handle Hole Size (Diameter × Depth): 60 × 70 mm
Distance Between Fuselage Columns: 440 mm
Pad Thickness: 100 mm
Motor & Power:
Motor Power: 11 kW
Rotational Speed: 1440 R/min
Motor Model: Y160M-4
Voltage: 380V, 3 phase, 50 Hz
Included Accessories:
Molds for Punching Machine:
D50
D70
D90
D110
D135
D155
D180
D210
Applications:
The J23-125T is suited for punching, blanking, bending, and forming metal sheets in industries such as:
Automotive part production
Electrical appliance manufacturing
Structural steel processing
General metal fabrication
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 07 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the Hydraulic Mini CNC Centric Turret Punch Press Machine used for?
It is used for sheet metal stamping and forming — producing punched holes, shapes and features in sheet metal for parts used in machinery, prototypes, custom metal designs and small- to medium-scale production runs.
2. What are the key specifications of this model (J23-16T)?
Key specs: Model J23-16T; Voltage 380V 3-phase 50Hz; Normal pressure 160 kN; Normal pressure stroke 5 mm; Slipper stroke 60 mm; Max speed 130 strokes/min; Max closing height 200 mm with 40 mm adjuster; Worktable 300 × 450 mm; Die handle bore 30 mm; Worktable thickness 45 mm; Motor 1.5 kW; Machine size 1085 × 690 × 1780 mm; Weight 700 kg.
3. What power and electrical supply does the machine require?
It requires a three-phase 380 V, 50 Hz supply. The main motor rating is 1.5 kW. Electrical installation should be performed by a qualified electrician and meet local code requirements.
4. How fast can the machine punch?
The machine can operate up to 130 strokes per minute (listed as slipper stroke times), depending on tooling, material, part complexity and selected program.
5. What are the hydraulic and stroke capabilities?
Normal working pressure is 160 kN. The normal pressure stroke is 5 mm and the slipper stroke is 60 mm. The maximum closing height is 200 mm with a 40 mm closing height adjuster for different die setups.
6. What tooling/dies are compatible with this machine?
The die handle bore is 30 mm, so use punches and dies with a compatible 30 mm shank. For turret or centric-style tooling specifics confirm with the tooling supplier or manufacturer to ensure proper fit and clearances.
7. What sheet sizes and work area does the machine support?
The worktable area is 300 × 450 mm and worktable thickness is 45 mm. The machine is intended for small to moderate sheet sizes; the actual usable sheet size depends on part design and tooling layout.
8. What is the machine footprint and weight for planning floor space?
Machine dimensions are 1085 × 690 × 1780 mm and net weight is approximately 700 kg. Allow additional clearance around the machine for operator access, maintenance and material handling.
9. What are the installation and foundation requirements?
Install on a level, rigid floor that supports the 700 kg machine and dynamic loads. Anchor bolting is recommended where specified by the supplier. Provide proper electrical hook-up, hydraulic connections (if separate), and adequate ventilation. Have a qualified technician perform installation and commissioning.
10. What safety features should I expect and what PPE is required?
Typical safety features include emergency stop, physical guards or barriers, and interlocks — confirm exact features with the supplier. Operators should use appropriate PPE (safety glasses, gloves, hearing protection as needed), and be trained on safe operation and lockout/tagout procedures.
11. How is the CNC programmed and what control interface is used?
Specific controller/GUI details are not provided in the basic spec. CNC turret punch programming usually supports part layout, tool assignment and NC program import. Ask the supplier for controller model, supported file formats and whether training or offline programming software is provided.
12. What routine maintenance is required?
Routine tasks include daily cleaning and visual inspection, checking hydraulic oil level, lubrication of moving parts, checking fasteners and die alignment. Periodic maintenance should include hydraulic oil/filter changes and electrical checks per the manufacturer's manual. Follow the supplied maintenance schedule for service intervals.
13. What spare parts and accessories are commonly needed?
Common spare parts include punches/dies, hydraulic oil and filters, seals, electrical fuses and control components. Typical accessories are die sets, tool kits, work supports and spare punches. Purchase critical spares through the manufacturer or authorized distributor.
14. How do I determine the maximum material thickness and types this machine can handle?
Maximum thickness depends on material type, hardness, tooling geometry and die clearance — not just the machine's rated pressure. Consult the manufacturer or tooling supplier for material capability charts and run test punches for your specific material to confirm achievable thickness and quality.
15. What are the warranty, after-sales support and lead time details?
Warranty terms, after-sales service, training and lead times vary by supplier. These are not specified in the basic product information — contact the manufacturer or distributor for warranty coverage, service packages, spare parts supply and expected delivery/lead time.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading