B21, China Town Mall, Midrand







Industrial Water Purification Systems High Performance Drinking Water Purification Plan Purifying Line Machines
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation
- Section : Machinery
- Category : Environmental Machinery
- SKU : 1600189702318

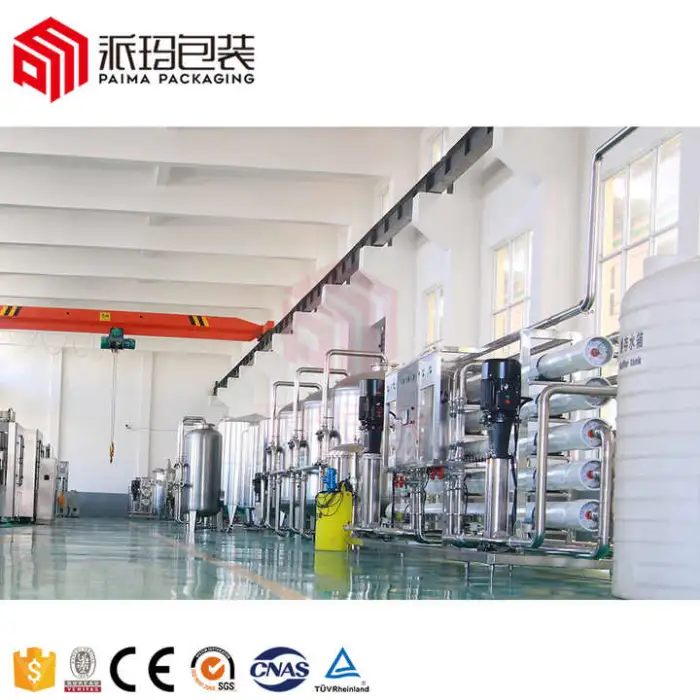
Industrial Water Purification Systems - High Performance Drinking Water Purification Plan Purifying Line Machines
The Industrial Water Purification Systems are designed for high performance and efficiency. These machines provide clean drinking water at a capacity ranging from 250 liters to 10,000 liters per hour. With advanced technology and quality components, our purification systems ensure safe and reliable water treatment for various applications.
Specifications
| Attribute | Details |
|---|---|
| Product Name | Drinking Water Treatment Plant |
| Capacity | 250L - 10,000L |
| Certification | CE, ISO |
| Core Components | Pressure vessel, Pump, Engine, Motor |
| Filtration Feature | Reverse Osmosis Water Filtration |
| Processing System | Pre-treatment System + RO System |
| Filter Media | Sand + Carbon + Resin (All Included) |
| Ozone Output | Adjustable 5.0 - 10.0 g/h |
| Temperature Resistance | 30° - +70° |
| RO Membrane | Imported Brand USA DOW |
| Packaging Details | Standard export wooden case |
| Supply Ability | 10 Set/Sets per Month |
Key Features
- High productivity ranging from 250L to 10,000L per hour.
- Includes a complete purification system with pre-treatment and RO system.
- Uses advanced reverse osmosis technology for effective water filtration.
- Adjustable ozone output for enhanced purification.
- Durable components made from high-quality materials.
Applications
- Municipal water treatment facilities.
- Commercial and industrial water purification.
- Production of drinking water for communities.
- Agricultural irrigation systems.
- Food and beverage manufacturing processes.
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 13 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the capacity range of the Industrial Water Purification Systems?
The Industrial Water Purification Systems have a capacity range from 250 liters to 10,000 liters per hour.
2. What certifications do these water purification systems have?
These systems are certified with CE and ISO, ensuring they meet high safety and quality standards.
3. What is the main filtration technology used in these systems?
The systems utilize advanced reverse osmosis (RO) technology for effective water filtration.
4. What are the core components included in the system?
The core components include a pressure vessel, pump, engine, and motor, all designed for high performance.
5. Can the ozone output be adjusted?
Yes, the ozone output is adjustable, ranging from 5.0 to 10.0 grams per hour for enhanced water purification.
6. What kind of filter media is included with the system?
The filter media includes sand, carbon, and resin, which are all included in the purification system.
7. What temperature range can the system operate in?
The system is designed to operate in temperatures ranging from 30° to +70° Celsius.
8. Is there a warranty included with the purchase?
Warranty details may vary; please contact our customer service for specific warranty information regarding your purchase.
9. What kinds of applications are suitable for these systems?
These systems are suitable for municipal water treatment, commercial and industrial water purification, community drinking water production, agricultural irrigation, and food and beverage manufacturing.
10. How is the system packaged for shipping?
The Industrial Water Purification Systems are packaged in standard export wooden cases to ensure safe delivery.
11. What is the supply ability for these purification systems?
We have a supply ability of 10 sets per month for the Industrial Water Purification Systems.
12. How does the pre-treatment system work?
The pre-treatment system is designed to remove larger particles and contaminants from water before it undergoes reverse osmosis filtration.
13. What is the importance of using imported RO membranes?
Using imported RO membranes, like those from USA DOW, ensures higher efficiency and reliability in the water purification process.
14. Can the system be customized for larger capacities?
For specific requirements or larger capacities, please contact us to discuss customization options.
15. What maintenance is required for these systems?
Regular maintenance includes checking filter media, monitoring the RO membrane, and ensuring that all components are functioning properly. Detailed maintenance guidelines are provided with the system.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading