B21, China Town Mall, Midrand

HUAMO 500L Reverse Osmosis System
Asset finance available
Do you want funding for this equipment?
Afrimart can connect you with trusted funding partners who specialise in asset finance for businesses like yours. Compare options and apply in minutes — final approval is subject to provider review.
Check funding options
Secure & no obligation
- Section : Machinery
- Category : Other Agricultural Equipment
- SKU : 1600830012886

HUAMO 500L Reverse Osmosis System
The HUAMO 500L Reverse Osmosis System is designed to efficiently produce fresh water, making it an essential solution for wastewater treatment. With advanced technology and high productivity, this system meets the demands of various industrial applications.
Key Features
High Productivity: Capable of producing 500 liters of clean water per hour, ensuring a steady supply for various needs.
Robust Design: Weighing 500 kg, this system is built for durability and long-term performance in demanding environments.
Comprehensive Filtration: Utilizes a combination of sand, carbon, PP, and RO filter media for effective purification.
Core RO System: The reverse osmosis system is the heart of this setup, delivering high-quality water through advanced filtration technology.
Quality Assurance: The system comes with machinery test reports and video outgoing inspections to ensure functionality and reliability.
Certification: Certified with CE, ensuring compliance with international quality and safety standards.
Material Packaging: The system is packaged securely in a wooden package, ensuring safe transport and delivery.
Versatile Application: Ideal for industrial water treatment, making it suitable for various sectors requiring fresh water production.
In conclusion, the HUAMO 500L Reverse Osmosis System is an excellent choice for anyone looking for a reliable and efficient water treatment solution. Its high productivity and robust design make it a valuable asset in any industrial setting.
Product Info Gallery



Specification
| Parts' Name | QTY | Unit | Remarks |
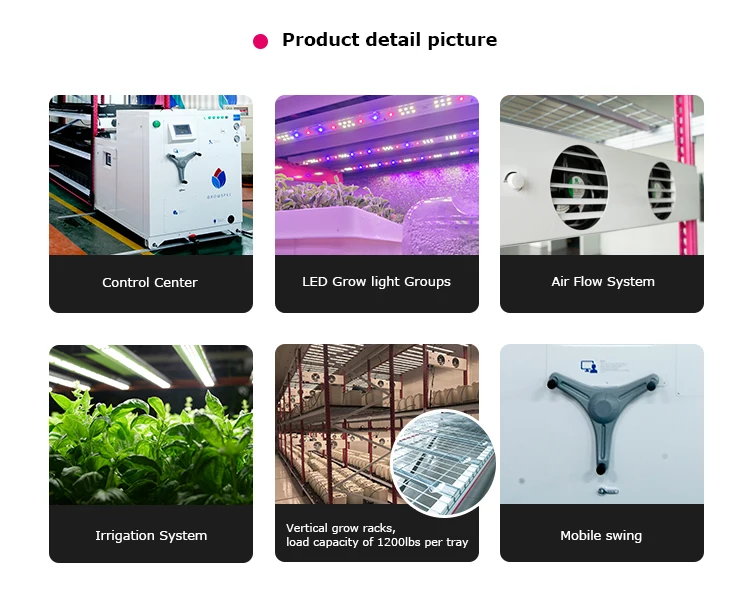
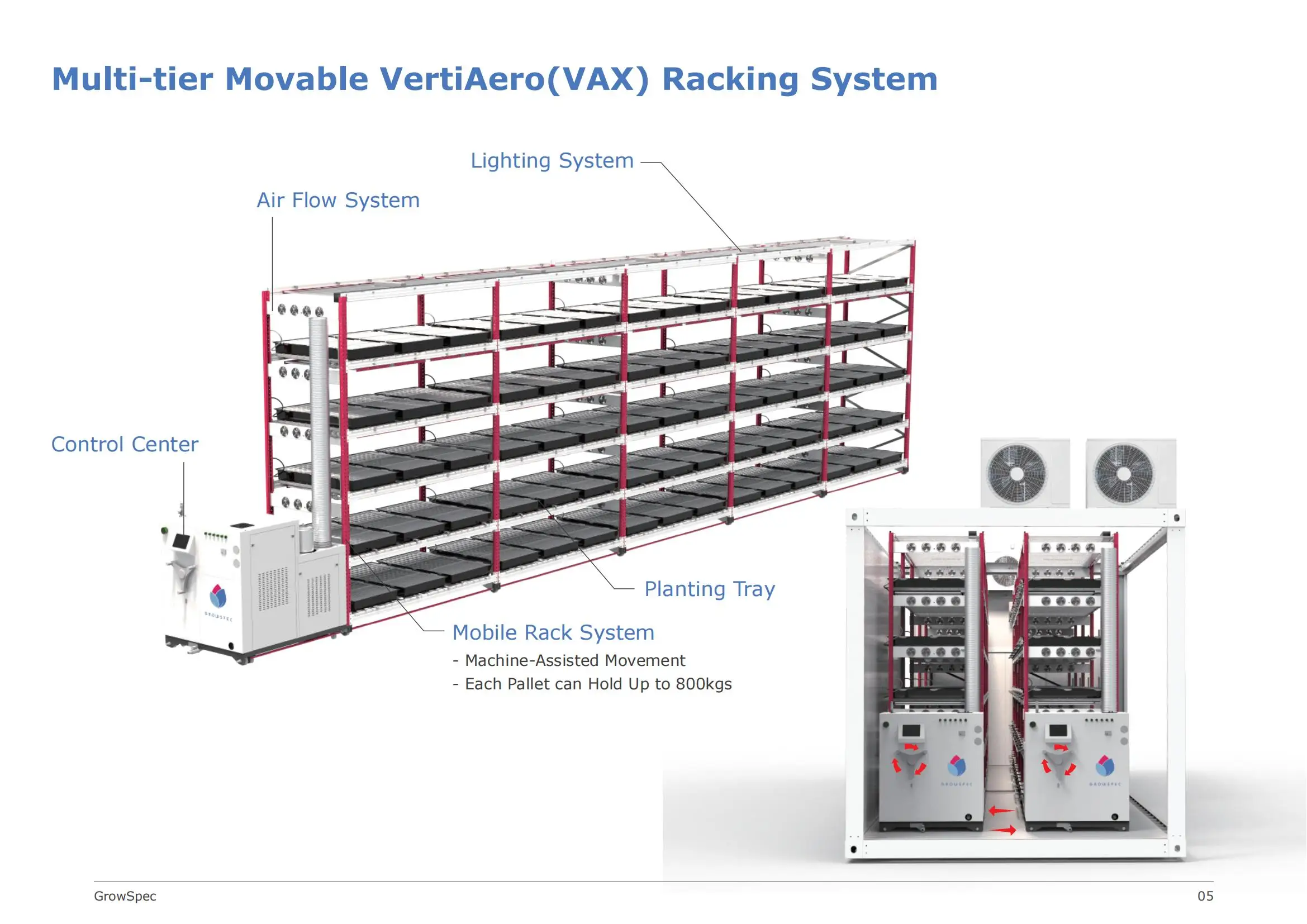
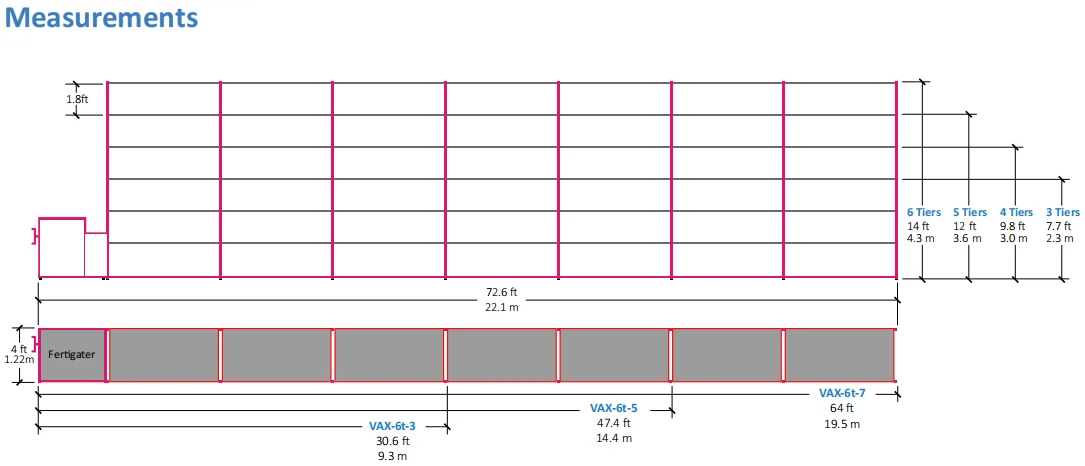
| Moving racking (W4‘xL8'xH11') | 6 | sets | standard height is 11ft but can be customized. 5 girders per tier,load bearing 1600 lbs/tier, 2 girders on top. |
| 3 prong handle drive box | 1 | set | mechanic assist drive system |
| Anodized extrusion aluminum track | 7 | pcs | length can be customized for room size and racks layouts |
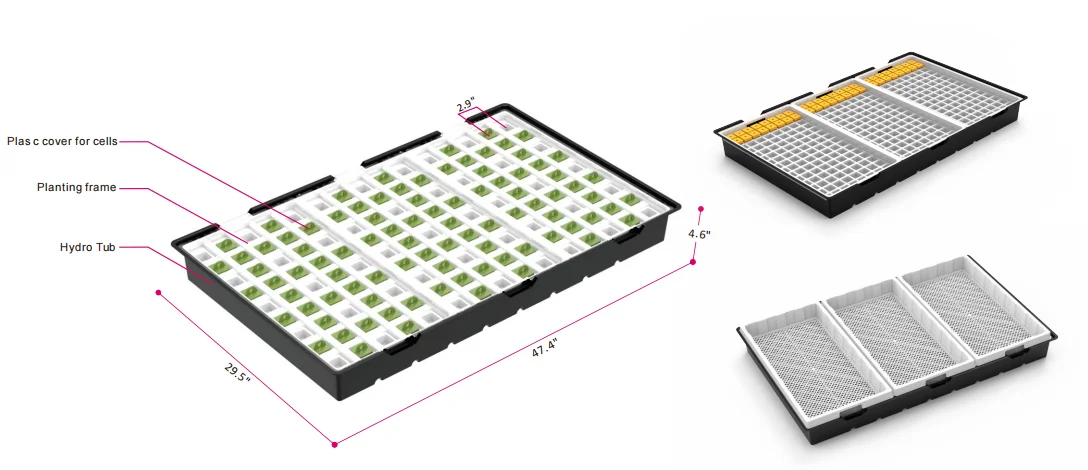
| Grow tray 4ftX8ft | 12 | pcs | raw PVC 4mm thickness |
| Power box on racks | 12 | pcs | Power supplier for LED and Ventilator for each tray, also a signal connection station,with air-switch and manual switch for convenient to control each grow unit. |
| Ventilator set | 12 | sets | each set has 4 fans in 20W 50/60hz, 100-277v |
| LED grow lights | 12 | groups | 1,300W/group for every 4ftX8ft area |
| LED light installation bar | 24 | pcs | 2 installation bars for each 1300W light group |
| stainless steel cables | 48 | pcs | height adjustable |
| cascade power cables between power box | 6 | pcs | 6ft power cord connecting upper/lower power box with 30A/277V male/female connectors |
| cascade signal cable between power box | 6 | pcs | 6ft signal cable connecting power box with waterproof connector between upper/lower power box. |
| General Power Cord | 1 | pcs | 33ft power cord 2733 3X2AWG with gavanized steel case. 5 pcs 30A/277V plugs connecting to 5 power boxes on the top tier. |
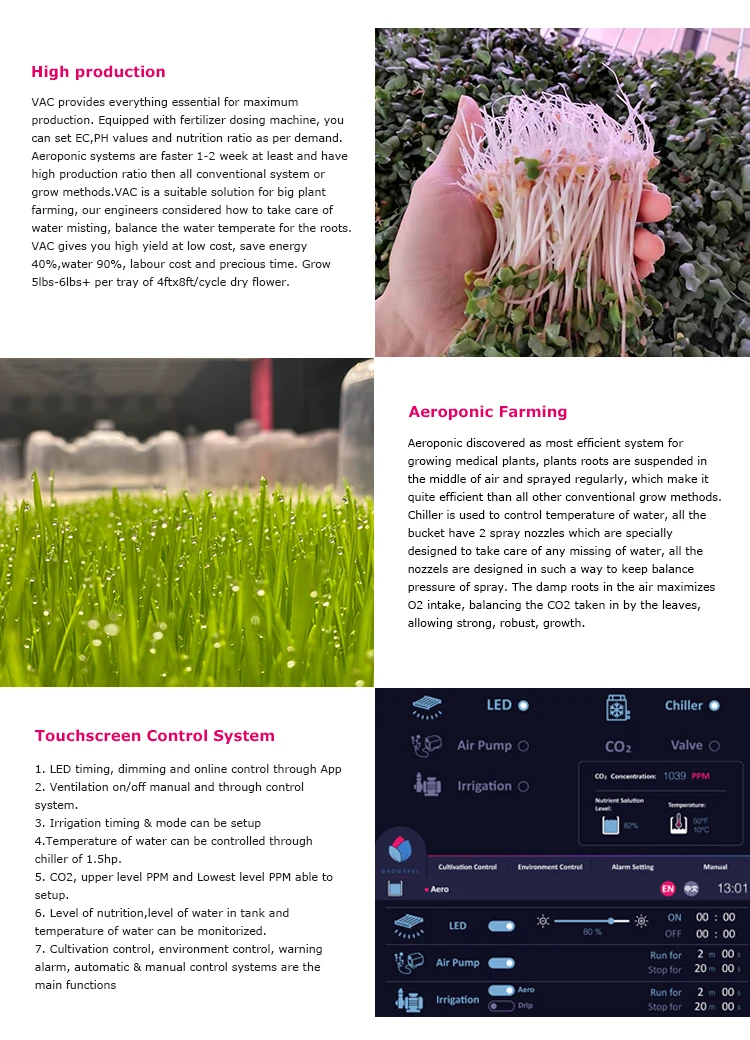
| Fertigator&control center | 1 | set | 650L reservoir with inlet and outlet pumps, air pump,2HP chiller,60W UV sterilizer,50L filter.7inch touch screen control system to set irrigation and lighting strategy. |
| Aeroponics Bucket sets | 276 | sets | 15L bucket with breath cover,grow basket and bottom filter, 2 nozzles |
| Supply pipe line sets | 12 | sets | 2 inlet pipes for each bucket, 46 inlet pipe each set with connectors |
| Drain line sets | 12 | sets | 23 outlet pipes for each set |

Project Case




Packing & Delivery

- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 03 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the production capacity of the HUAMO 500L Reverse Osmosis System?
The HUAMO 500L Reverse Osmosis System is capable of producing 500 liters of clean water per hour.
2. What industries can benefit from the HUAMO 500L Reverse Osmosis System?
This system is ideal for various industrial applications, particularly those requiring efficient water treatment and fresh water production.
3. How does the filtration process work in the HUAMO 500L Reverse Osmosis System?
The system utilizes a combination of sand, carbon, PP, and RO filter media to effectively purify water.
4. What materials are used in the construction of the HUAMO 500L Reverse Osmosis System?
The HUAMO 500L is built with durable materials to ensure long-term performance in demanding environments.
5. Is the HUAMO 500L Reverse Osmosis System certified?
Yes, the system is certified with CE, ensuring compliance with international quality and safety standards.
6. What kind of quality assurance does the HUAMO 500L Reverse Osmosis System provide?
The system comes with machinery test reports and video outgoing inspections to ensure functionality and reliability.
7. How heavy is the HUAMO 500L Reverse Osmosis System?
The system weighs 500 kg, indicating its robust design and construction.
8. What is the packaging like for the HUAMO 500L Reverse Osmosis System?
The system is securely packaged in a wooden crate to ensure safe transport and delivery.
9. Can the HUAMO 500L Reverse Osmosis System be customized?
Certain components, such as the moving racking height, can be customized to fit specific requirements.
10. What are the main components included with the HUAMO 500L Reverse Osmosis System?
The system includes moving racking, a mechanical assist drive system, filtration media, power boxes, and various accessories for optimal operation.
11. How does the core RO system work in the HUAMO 500L?
The core reverse osmosis system employs advanced filtration technology to deliver high-quality purified water.
12. What is the maintenance requirement for the HUAMO 500L Reverse Osmosis System?
Regular maintenance includes checking and replacing filter media, ensuring the system operates within optimal parameters, and routine inspections.
13. Is installation of the HUAMO 500L Reverse Osmosis System complex?
Installation may require professional assistance, especially for connecting various components and ensuring proper setup.
14. What is the expected lifespan of the HUAMO 500L Reverse Osmosis System?
With proper maintenance, the system is designed for long-term durability, potentially lasting many years in industrial settings.
15. Can the HUAMO 500L Reverse Osmosis System handle varying water quality?
Yes, this system is designed to effectively treat water from various sources, making it versatile for different applications.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading