B21, China Town Mall, Midrand





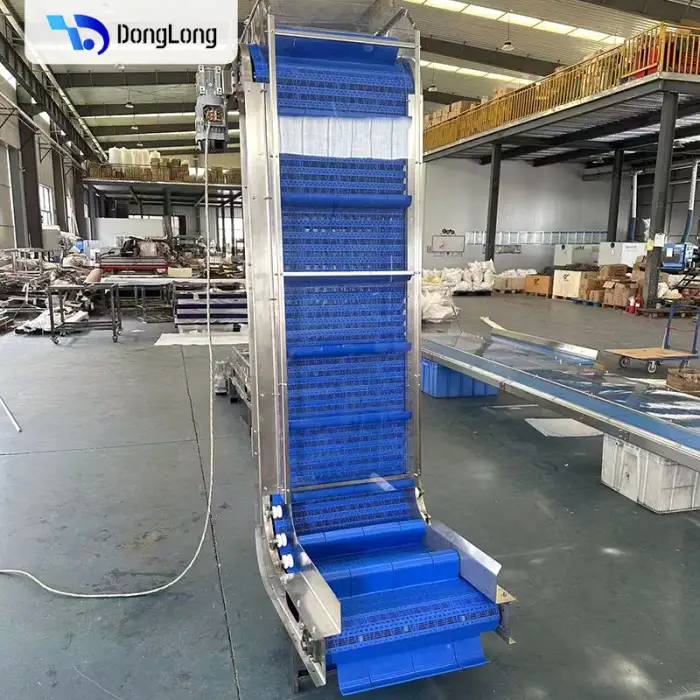

Food Grade Bucket Elevator Vertical Lifting Conveyor
- Section : Machinery
- Category : Material Handling
- SKU : 1601504087256

Food Grade Bucket Elevator Vertical Lifting Conveyor
The Food Grade Bucket Elevator Vertical Lifting Conveyor is designed to handle materials efficiently in food and beverage factories. This conveyor system helps move products vertically, simplifying the material handling process. With its customizable features and high efficiency, it is a reliable solution for your lifting needs.
Specifications
| Attribute | Details |
|---|---|
| Brand Name | DongLong |
| Condition | New |
| Voltage | 48 V, 380 V, 110 V |
| Warranty | 1 Year |
| Certification | CE, ISO |
| Conveyor Models | Customizable |
| Application | Material Handling |
| Size | Customized Size |
Key Features
- High efficiency for quick material handling
- Customizable models to fit your needs
- Food grade materials for safety
- Durable and reliable construction
- Easy to operate and maintain
Applications
- Food and beverage factories
- Material handling in production lines
- Elevating bulk materials
- Transporting packaged goods
- Optimizing workflow in manufacturing
Product Info Gallery
- Shipping Timeframes: All orders are processed within 2-5 business days (excluding weekends and holidays). After your order has been processed, the estimated delivery time is before 08 Aug, 2026, depending on customs, Please note that due to high demand, some items may experience longer shipping times, which will be communicated at order confirmation email.
- Order Processing Time: Please allow 2-5 business days for us to process your order before it is shipped . Orders placed after 16:00 on Fridays, or during weekends and public holidays, will begin processing on the next business day. Processing times may be extended during peak seasons or sales events.
- Manufacturing Time: Some products needs manufacturing time, the manufacturing process will take approximately 10-30 business days depending on the product. This timeframe may vary depending on the complexity of the product and current demand. but this will be communicated with you during order confirmation.
- Returns and Exchanges: We offer a 30-day return policy for most items. If you are not completely satisfied with your purchase, you may return it within 30 days of receipt for a refund or exchange. Items must be unused, in their original packaging, and accompanied by proof of purchase. Return shipping costs are the responsibility of the customer, unless the item was damaged or defective upon arrival.
1. What is the primary use of the Food Grade Bucket Elevator Vertical Lifting Conveyor?
The primary use of this conveyor is to efficiently handle materials in food and beverage factories by moving products vertically, simplifying the material handling process.
2. What voltages are available for this conveyor?
The Food Grade Bucket Elevator is available in several voltage options, including 48 V, 380 V, and 110 V.
3. Is this conveyor suitable for handling food products?
Yes, this conveyor is designed with food grade materials, ensuring safety and compliance for handling food products.
4. What warranty is provided with the Food Grade Bucket Elevator?
The conveyor comes with a 1-year warranty, covering manufacturing defects and ensuring peace of mind.
5. Can the conveyor be customized to fit specific needs?
Yes, the conveyor models are customizable to fit your specific material handling needs and production requirements.
6. What certifications does the Food Grade Bucket Elevator have?
This conveyor is certified with CE and ISO, ensuring it meets international safety and quality standards.
7. How does this conveyor optimize workflow in manufacturing?
The conveyor enhances workflow by efficiently elevating bulk materials and transporting packaged goods, reducing downtime and increasing productivity.
8. What type of materials can be handled by this conveyor?
It can handle a variety of materials, including bulk materials and packaged goods in food and beverage production lines.
9. Is the Food Grade Bucket Elevator easy to operate and maintain?
Yes, it is designed for easy operation and maintenance, allowing for quick adjustments and minimal downtime.
10. What are the key features of this conveyor?
Key features include high efficiency for quick material handling, customizable models, food grade materials for safety, and durable construction.
11. What is the size of the conveyor?
The size of the Food Grade Bucket Elevator is customizable to suit your specific operational needs and space requirements.
12. In what applications can this conveyor be used?
This conveyor is ideal for applications in food and beverage factories, material handling in production lines, and optimizing workflow.
13. Does this conveyor require specialized installation?
While it is designed for straightforward installation, consulting with a professional for specific setup requirements is recommended.
14. What materials are used in the construction of the conveyor?
The conveyor is constructed using durable food grade materials to ensure safety and reliability in food handling.
15. How can I request a quote for a customized conveyor?
You can request a quote by contacting our sales team through our website or customer service number, providing details about your specific needs.
Latest Order Arrivals
Discover our latest orders

12 Heads Embroidery Machine

Toilet Paper Machine Machine

Order Collection

Cross Border Clients

Order cros border countries Collected

Industrial Machine Cllection

Agriculture Processing Machines

Ready for collection

Water Pump Equipment

Packaging Machine and accessories

Fabrics Manufacturing Equipment

Mining Equipments

Food Processing Machine

Batch of Orders

Batch of Orders

Latest Orders Labelled

wheel alignment machines

new arrivals

Pre Orders Offloading

Latest Arrivals

Latest Arrivals

Latest Arrivals

Loading

Toilet paper making machine

Toilet paper making machine

Toilet paper Rewinding Machine

latest arrivals

offloading

order success

order collection

order offloading










